15 lipca rozpakowaliśmy nową drukarkę. Ale nie jest to drukarka jak wszystkie poprzednie, jest to drukarka Prusa SL1S pracująca w technologii stereolitografii (SLA), a ściśle stereolitografii maskowanej (MSLA.)
Na licznych targach i konferencjach często spotykaliśmy się z pytaniami dotyczącymi druku 3D z żywicy. Nasza odpowiedź była zawsze taka sama: „To zbyt drogie i przekracza nasze możliwości finansowe.”
Sytuacja uległa zmianie dzięki pozyskaniu przez nas grantu z Rządowego Programu Rozwoju Organizacji Obywatelskich PROO na rozwój pracowni druku 3d, w tym właśnie na zakup drukarki SLA.
Po niespełna miesiącu badań chcemy podzielić się pierwszymi wnioskami i wyjaśnieniami.

Kilka słów o technologii SLA
Do tej pory pracowaliśmy wyłącznie w technologii FDM (Fused Deposition Modelling). Polega ona na wyciskaniu topionego termoplastu z dyszy na stół roboczy. Kolejne warstwy materiału pozwalają na formowanie pożądanego kształtu.
Z kolei SLA (stereolitografia) to technika druku 3d, w której wykorzystuje się specjalne, światłoczułe żywice w formie płynnej. Są one utwardzane światłem ultrafioletowym.
W praktyce są to dwie zupełnie odmienne technologie, mające różne zalety, wady i zastosowania. Kluczowe różnice to rozmiar, precyzja i, co szczególnie istotne dla osób niewidomych, jakość powierzchni. A także koszt i uniwersalność.
Rozmiar
Drukarki SLA są znacznie mniejsze od drukarek FDM. Dla porównania Prusa MK4 (FDM) posiada pole robocze 250x210x220 mm, zaś Prusa SL1S (SLA) jedynie 127x80x150 mm. Wynika to zarówno z ograniczeń technologicznych, jak i innych zastosowań. Żywice wykorzystywane są głównie do tworzenia figurek, miniatur, a także modeli ozdobnych czy medycznych. Nie wydrukujemy więc w ten sposób szachownicy, ale już figury szachowe jak najbardziej.
Precyzja
SLA to najbardziej precyzyjna technologia druku 3d dostępna na rynku.
Podobnie jak w technologii FDM, w SLA możemy mówić o rozdzielczości w osiach XY oraz Z.
Jeśli chodzi o osie XY, w druku FDM najmniejsze dysze mają 0,1 – 0,15 mm średnicy. Oznacza to, że drukowane ścieżki mają właśnie taką grubość. Używanie tak wąskich dysz wiąże się jednak z wieloma utrudnieniami, zaczynając od czasu druku liczonego często w całych dniach, a na niekompatybilności wielu materiałów i częstych przytkaniach głowicy kończąc. Typowe dysze mają rozmiar 0,4 mm. W druku z żywicy z kolei znaczenie ma średnica plamki lasera lub punktu wyświetlacza. Są to wartości od ok. 0,025 do 0,1 mm. Najmniej precyzyjne drukarki SLA dorównują więc najbardziej precyzyjnym drukarkom FDM.
Rozdzielczość osi Z zależna jest od wysokości pojedynczej warstwy, która w druku FDM zazwyczaj wynosi od 0,1 do 0,3 mm, najmniej 0,05 mm. W przypadku żywicy jest to zwykle od 0,01 do 0,05 mm.
Dla porównania średnica przeciętnego włosa wynosi około 0,07 mm.
Sprawia to, że druki SLA są doskonałe przy oddawaniu drobnych, bardzo drobnych detali.
Powierzchnia
Osoby mające do czynienia z wydrukami FDM, na przykład naszymi modelami, prawdopodobnie kojarzą charakterystyczne linie warstw na bokach modeli. Linie te są nieodłączną częścią druku FDM. Mogą być mniej lub bardziej widoczne, a często stają się wręcz elementem estetycznym, jak w wielu naszych grach, ale nie da się ich uniknąć bez skomplikowanego wygładzania wydruków chemicznie.
Choć z pewnością nie można nazwać ich chropowatymi, idealnie gładkie nie są także górne warstwy modeli.
W drukach SLA natomiast wszystkie powierzchnie są wręcz aksamitne, osiągając gładkość porównywalną ze szkłem.
Koszt
Największą wadę druków SLA stanowią koszty zarówno urządzeń, materiałów, jak i związane z samą technologią.
Drukarki SLA są znacznie droższe od drukarek FDM, a żywice znacznie droższe od filamentów.
Co więcej, w przypadku druków stereolitograficznych nie można mówić o nietypowym wypełnieniu. W drukach FDM powszechnie wykorzystywaną metodą redukcji kosztów jest tworzenie wewnątrz modelu delikatnej siatki usztywniającej model przy jednoczesnej redukcji zużytego materiału. Przy żywicy nie jest to możliwe, tego typu druki są pełne w środku, co sprawia, że zużycie materiału rośnie. Wydrukowanie elementu pustego w środku możliwe jest tylko wtedy, gdy na jego zewnętrznej ściance znajdują się otwory pozwalające żywicy wypłynąć z wnętrza.
Obróbka
Proces drukowania w technologii FDM wielokrotnie pokazywaliśmy na żywo podczas różnych wydarzeń i targów. Zasadniczo po wydruku model 3d jest natychmiast gotowy do użycia, a cała obróbka (malowanie, szlifowanie, wygładzanie chemiczne) jest opcjonalna. Jedyny wyjątek stanowi usuwanie podpór występujących w niektórych modelach, ale i to proces stosunkowo prosty.
W przypadku druku z żywic sytuacja wygląda inaczej. Wydrukowane modele są pokryte resztkami żywicy, mają delikatne struktury podporowe i nie nadają się do natychmiastowego użytku.
Należy je w pierwszej kolejności umyć w izopropanolu, następnie usunąć z platformy, odciąć lub oderwać podpory, wysuszyć i utwardzić w świetle ultrafioletowym (zaraz po wyjęciu z drukarki są lepkie w dotyku i delikatne).
Kolory
Technologia FDM pozwala na tworzenie wielokolorowych modeli. Zmiany filamentów to proces dość złożony, a na pewno potencjalnie awariogenny, niemniej w jego efekcie powstają kontrastowe druki.
Osiągnięcia takie nie są dostępne dla SLA. Modele są tworzone w jednym kolorze, bez możliwości dodania kontrastowych elementów, co wynika z drukowania bezpośrednio w zbiorniku z żywicą.
Przeznaczenie
Wszystkie omówione cechy składają się na zupełnie różne przeznaczenie technologii FDM i SLA.
Technologia FDM sprawdza się najlepiej przy stosunkowo dużych modelach nieposiadających szczególnie drobnych detali. Sposób umieszczania materiału na stole drukarki 3d pozwala na tworzenie różnych wzorów wypełnienia i modeli różniących się właściwościami mechanicznymi. Należy przy tym pamiętać, że technologia FDM także charakteryzuje się stosunkowo dużą szczegółowością, przykładem mogą być nasze figury szachowe czy elementy Niewidzialnej Wyspy.
Z kolei stereolitografia pozwala na tworzenie modeli bardzo szczegółowych lub takich, w których kluczowym aspektem jest gładkość wszystkich powierzchni.
Wiele pytań
Podchodząc do technologii SLA, znaliśmy kilka odpowiedzi, ale o wiele więcej pytań.
Już wcześniej widzieliśmy druki z żywicy, w tym wykonane z naszych modeli dzięki uprzejmości współpracujących z nami instytucji, w szczególności Politechniki Rzeszowskiej. Wiedzieliśmy więc, gdzie na pewno się sprawdzi (tak, mowa o tabliczkach z Brajlem).
Wciąż jednak pozostawały pytania takie jak:
- Czy ta technologia jest dostępna dla osób niewidomych?
- Jak sprawdzi się w Prowadnicy przy masowej produkcji?
- Gdzie lepiej zastosować FDM, a gdzie SLA, biorąc pod uwagę niewidomych?
- Jakie nowe możliwości otwierają druki z żywicy?
Nie poznaliśmy jeszcze wszystkich odpowiedzi, badanie każdej technologii to proces, który trwa miesiące lub lata, a tak naprawdę nigdy się nie kończy. Choć drukiem FDM zajmujemy się od 2021 roku, wciąż nas zaskakuje.
Mamy jednak pierwsze wnioski.

Tabliczki, czyli gdzie wszystko się kończy i zaczyna
Pierwszym testem technologii FDM była próba drukowania Brajla. Podobnie było z drukarką SLA.
Dlaczego? Ponieważ tabliczki z Brajlem są powszechnie potrzebne, wciąż drogie w pozyskaniu, a jednocześnie pozwalają sprawdzić druki 3d pod kątem precyzji, trudności, działania środowiska zewnętrznego i oznaczeń dla przyszłych elementów.
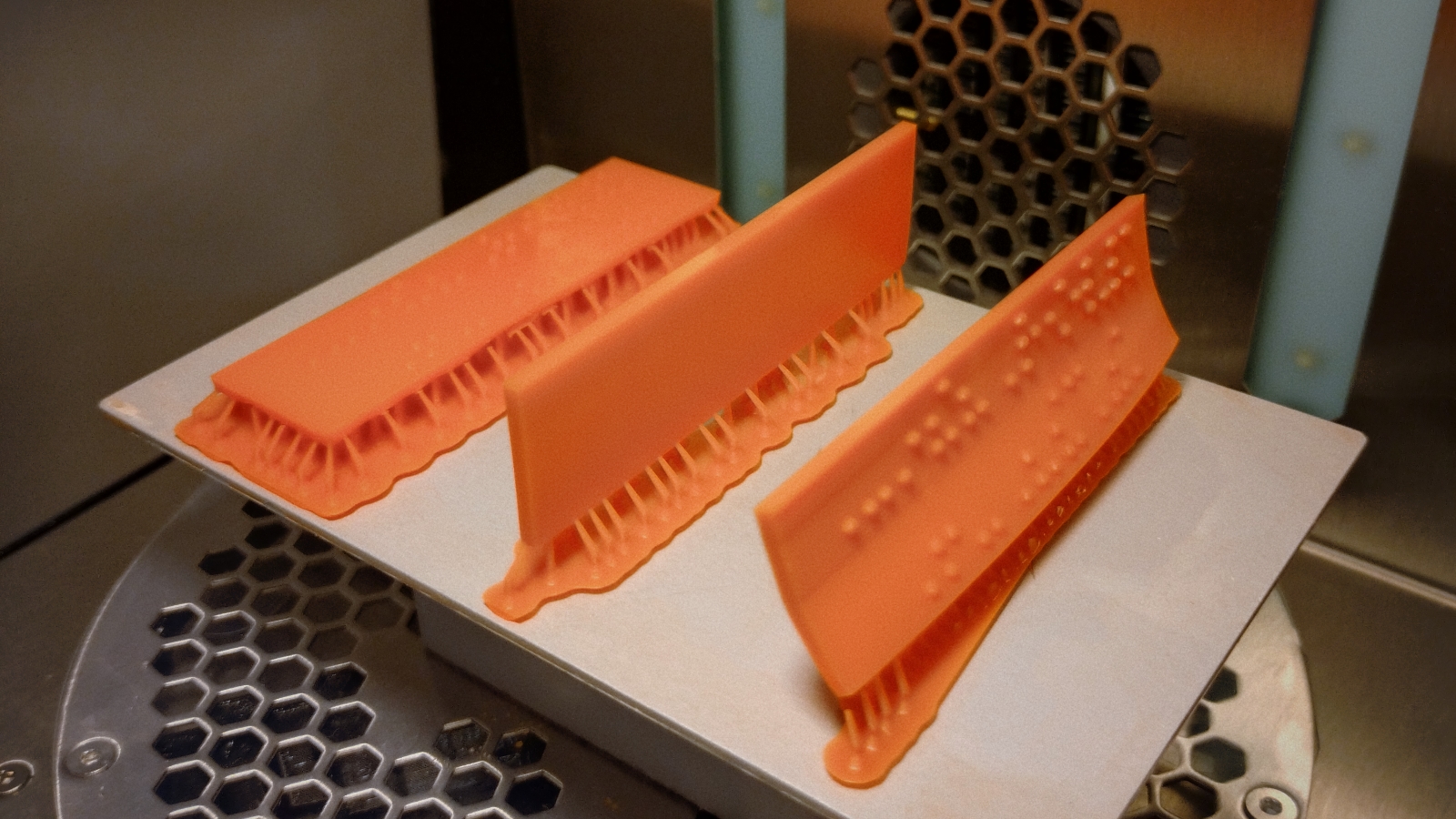
Więcej o samych testach napiszemy w raporcie technicznym, już teraz zaznaczymy jednak, że wydrukowaliśmy do tej pory około 50 różnych tabliczek z czterech różnych żywic, z różnymi ustawieniami. Zasadniczo najkorzystniejsze jest drukowanie tabliczek na dłuższym boku, podobnie jak w przypadku druku FDM. To nieco nietypowe dla stereolitografii, gdzie druki zazwyczaj umieszcza się pod kątem 45 stopni do stołu. Drukowane jednak w powszechny sposób tabliczki wymagają bardzo gęstych podpór, w przeciwnym razie wyginają się w druku. Co więcej, podpory te pozostawiają po sobie wyraźny ślad i zużywają dodatkowy materiał.
Tabliczki ustawiane pionowo charakteryzują się bardzo gładką, przyjemną powierzchnią oraz czytelnym Brajlem. Nie wymagają żadnych podpór, także pod kropkami. Jednocześnie ponieważ w druku MSLA czas jest zależny wyłącznie od wysokości, wydrukowanie jednej i dwunastu tabliczek trwa dokładnie tyle samo.
Możliwe jest także drukowanie tabliczek poziomo leżących na stole. Należy wtedy zrezygnować z charakterystycznej dla stereolitografii podkładki. Jest to znów nieco nietypowe w druku SLA i co do zasady mniej korzystne. Modele nie tracą jednak na jakości, a dodatkowy atut stanowi opcja drukowania tabliczek doskonale przezroczystych. Wada to bardzo niewielka liczba tabliczek mieszczących się na stole, w typowych rozmiarach są to 2 albo 3.

Opisane wyżej zagadnienie będziemy dalej badać w ramach konkursu Właściwe Drzwi, edycja 2024. Przekażemy wyłonionym instytucjom użyteczności publicznej darmowe tabliczki w technologiach FDM i SLA w celu głębszego porównania i zbadania druków z żywicy, pojawiających się trudności, wyzwań i ich trwałości.
Figurki, czyli domena żywicy
Wydrukowaliśmy kilka dostępnych publicznie modeli z żywicy, aby ocenić precyzję, jakość i podstawowe komplikacje.
Pierwsze testy to figurka lwa, model Sokoła Millenium z Gwiezdnych Wojen oraz Wiedźmiński Medalion.
Była to pierwsza nasza ocena precyzji, która stanęła na oczekiwanym poziomie. Przy okazji mogliśmy bliżej zapoznać się z problematyką podpór utrzymujących wydruk na platformie – podpory te mają zupełnie inną funkcję niż w druku FDM. Żywica drukowana jest dołem do góry, tak więc podpory nie tyle „podpierają” model, co utrzymują go wiszącego nad zbiornikiem. Sprawia to, że wymagane są w nieco innych sytuacjach.
Szczególnie wyraźne było to dla medalionu, w którego przypadku wystające kły wilka wcale nie wymagały podparcia, ale samej paszczy się ono jak najbardziej przydało.
Nasze własne prace
Oczywiście sprawdziliśmy też nasze modele, a na pierwszy ogień trafiły dwuzłotówka i skoczek szachowy.
W przypadku dwuzłotówki jeszcze bardziej dał się poznać problem tradycyjnych podpór, które przykleiły się do modelu tak mocno, że ich oderwanie miejscami stało się niemożliwe. Potrzebne są tu dalsze eksperymenty, dość obiecujące wydają się podpory rozgałęzione – przechylone w ten sposób, by zawsze zaczynać się na podkładce, a nie na innych częściach modelu. Zagadnienie to będziemy dalej badać.
Tak czy inaczej druki są bardzo ładne w dotyku.

No i my sami
Ale tak naprawdę druki SLA służą przede wszystkim modelarzom do tworzenia… figurek. Nie mogliśmy przepuścić tej okazji i zleciliśmy Justynie (naszej wolontariuszce z okresu Ścieżki do Betlejem) zaprojektowanie w Blenderze nas, Zarządu Prowadnicy.
Powstały trzy figurki, które od tej pory pozwolą zobaczyć także niewidomym odwiedzającym nasze stoisko, jak wygląda ta cała Prowadnica. 🙂
Dostępność technologii SLA
Było to jedno z najważniejszych pytań. Choć często naszą farmę drukarek FDM obsługują niezastąpieni wolontariusze, kiedy jesteśmy obecni, zajmujemy się tym sami. Dawid wykonuje większość napraw, a Ada stoi w jego mieszkaniu w Warszawie i służy do tworzenia prototypów naszych projektów.
A jak to jest z SLA? Czy ta technologia okaże się osiągalna bez wzroku?
Z radością możemy napisać, że owszem, jest. Cały proces drukowania, mycia, usuwania podpór i sieciowania druków okazał się jak najbardziej realizowalny bez wzroku, choć na pewno wymagający więcej niż druk FDM.
To z pewnością znacznie przyspieszy i ułatwi nasze dalsze badania.
Następne punkty
Przedstawione powyżej wyniki to efekt kilku tygodni prac i eksperymentów, w trakcie których już pojawiły się różne trudności techniczne (od zawodzącej adhezji pierwszej warstwy, przez odrywające się podpory, aż po uszkodzenie folii FEP utrzymującej żywicę w zbiorniku).
Do dziś wspominamy z grozą początek roku 2022, kiedy uderzyła w nas cała seria awarii naszej w owym czasie jedynej drukarki 3d, opóźniając realizację zobowiązań konkursu Właściwe Drzwi i zapewniając nam sporo bezsennych nocy.
Stoimy na początku prac z żywicą i jesteśmy pewni, że SLA nie raz pokaże nam pazurki.
Wciąż poszukujemy pomysłów na implementacje tej technologii. Jesteśmy jednak przekonani, że i problemów, i rozwiązań, i pomysłów nam nie zabraknie.
Do końca roku przygotujemy też szczegółowy raport, w szczególności dotyczący drukowania Brajla w technologii SLA, podobnie jak opisaliśmy go w technologii FDM.
Cóż, pozostają jeszcze dwie kwestie do wyjaśnienia.
Kiedy druki z żywicy będą dostępne?
Odkąd daliśmy znać, że posiadamy drukarkę SLA, zalewają nas pytania o dostępność wydruków z żywicy i, co najbardziej nas zaskoczyło, druk figurek.
Jak podkreślaliśmy wyżej, jesteśmy dopiero na początku drogi. Minął ponad rok testów technologii FDM, zanim mogliśmy ją zaproponować każdemu zainteresowanemu. Nie wiemy, czy testy SLA potrwają równie długo, ale to słowa „nie wiemy” są tu kluczowe. Trudno nam na ten moment nie tylko podać termin, ale nawet spekulować, czym ten termin będzie.
Z pewnością będziemy na bieżąco informować o postępach w badaniach.
Czy nowa drukarka ma imię?
Naszym zwyczajem jest nadawanie imion drukarkom. Ma to spore znaczenie, szybciej jest powiedzieć „W Nadii zatkała się rurka PTFE”, niż „W drugiej drukarce MMU2S od lewej zatkała się rurka PTFE”.
Oczywiście nadanie imienia nie mogło ominąć pierwszej drukarki żywicznej, którą nazwaliśmy Kaliną. Częściowo dlatego, że dla drukarki z żywicy postanowiliśmy wybrać nazwę rośliny, a częściowo w nieformalnym hołdzie dla wciąż walczącej Ukrainy, z którą pozostajemy naszymi myślami i sercami.



